

Your brand’s reputation hangs in the balance every time a customer pulls out a power bank with your logo. One overheating incident, one battery that fails after three months, or one unit that barely delivers half its advertised capacity can trigger social media backlash that takes years to recover from. With over 2 billion smartphone users worldwide relying on portable charging solutions, the stakes for choosing the right mobile power bank manufacturers have never been higher. This guide cuts through the noise to show you exactly how to identify manufacturers who deliver genuine quality, not just attractive quotes.
Most businesses discover too late that not all mobile power bank manufacturers operate with the same standards. While some factories implement military-grade testing protocols and use only A-grade Samsung or Panasonic cells, others cut corners with recycled batteries and fake certifications that put consumers at risk. You’ll learn to spot the difference through verified production processes, certification requirements, and sample testing methods that separate reliable partners from ticking time bombs. By the end, you’ll have a clear roadmap to select a manufacturer aligned with your brand’s quality expectations and target market.
Why Your Power Bank’s Internal Components Determine Manufacturer Quality
The difference between a power bank that delights customers and one that gets negative reviews comes down to three critical components most buyers never see. When evaluating mobile power bank manufacturers, demand transparency about these elements that directly impact safety and performance.
How Battery Cell Quality Makes or Breaks Your Product
Premium mobile power bank manufacturers exclusively use Grade A lithium-ion cells from trusted suppliers like Samsung SDI, LG Chem, or Panasonic. These cells undergo rigorous internal resistance testing and deliver 80-90% of their rated capacity consistently over 500 charge cycles. In contrast, budget factories often source cheap, recycled cells that may initially show full capacity but degrade rapidly—sometimes delivering only 30-40% of advertised power after 50 charges. During your factory audit, insist on seeing their cell procurement documentation and batch testing reports. A red flag appears when manufacturers can’t provide specific cell model numbers or avoid discussing their cell sourcing.
Why the BMS is Your Power Bank’s Lifesaving Component
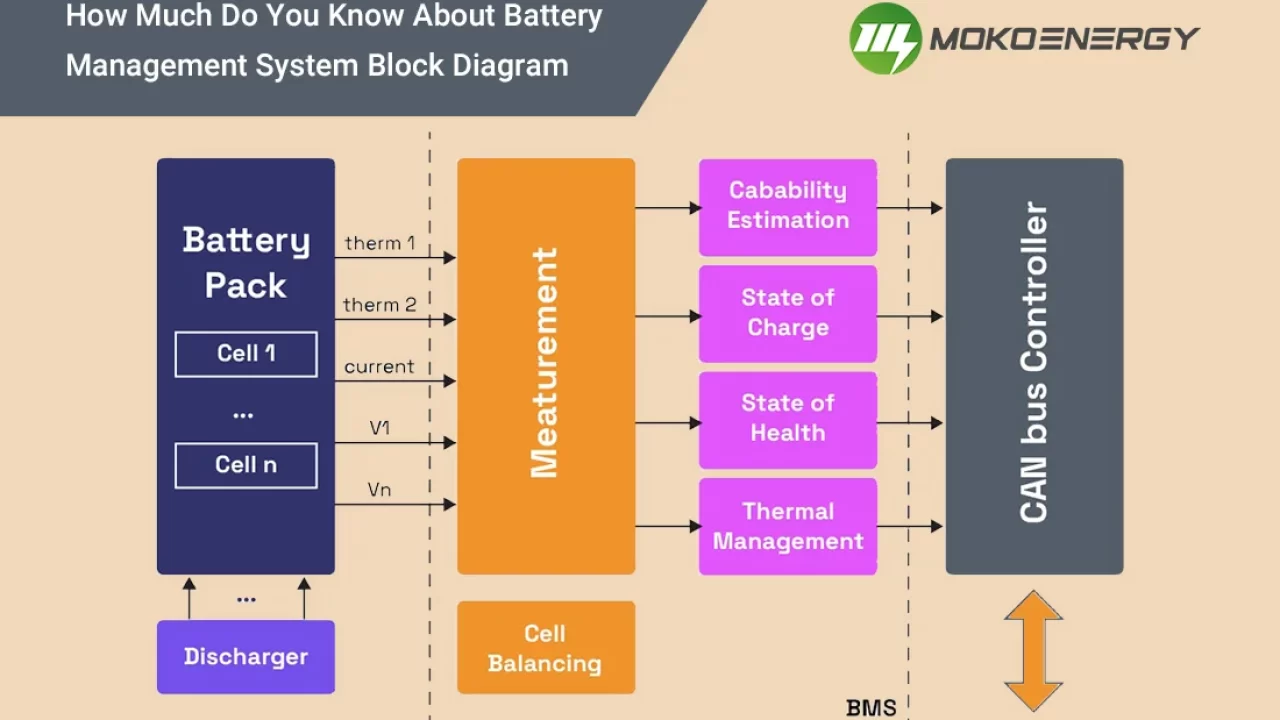
The Battery Management System (BMS) acts as your product’s central nervous system, yet many businesses overlook its importance when selecting mobile power bank manufacturers. Top-tier factories implement multi-layer protection circuits that prevent overcharging, over-discharging, short circuits, and temperature extremes—all critical safety features required for UL and CE certifications. During sample testing, check if the unit automatically shuts down when subjected to abnormal conditions. Budget manufacturers often use basic single-protection boards that fail under stress, creating dangerous situations. Ask potential partners to demonstrate their BMS testing protocols—reputable manufacturers will proudly show their validation processes.
Premium vs. Budget Mobile Power Bank Manufacturers: The Real Cost Difference

Choosing between high-end and budget mobile power bank manufacturers involves more than just initial pricing—it’s an investment in your brand’s longevity and customer satisfaction metrics. Understanding these distinctions prevents costly missteps down the road.
When Premium ODM Manufacturers Justify Their Higher Pricing
Top-tier mobile power bank manufacturers like those behind Anker or RAVPower operate with engineering teams that specialize in power delivery protocols and thermal management. They invest in:
– In-house testing labs that simulate 1,000+ charge cycles
– Advanced GaN (Gallium Nitride) circuitry for compact, efficient designs
– Compliance with regional regulations (FCC, CE, PSE, KC)
– Minimum 1-year warranty programs backed by service centers
These manufacturers typically require MOQs of 1,000-5,000 units but provide full design support, certification assistance, and quality control documentation. For brands targeting the premium market ($30+ price point), this partnership model prevents the reputation damage caused by underperforming products.
Red Flags That Signal Risky Budget Manufacturers
While lower-cost mobile power bank manufacturers promise attractive pricing, certain warning signs indicate potential disasters:
– Unrealistically low prices (below $2 per 10,000mAh capacity)
– Vague certification claims (“CE certified” without test reports)
– No factory address verification or refusal of video audits
– Sample quality differs from production units
Many budget factories use “capacity boosting” tricks—marketing power banks with 50,000mAh capacity that actually deliver 25,000mAh of usable power. During sample evaluation, conduct real-world discharge tests using a USB power meter to verify actual output. If the manufacturer discourages independent testing or provides excuses, walk away immediately.
Step-by-Step Verification Process for Power Bank Factory Partners
Skipping proper vetting of mobile power bank manufacturers leads to 68% of sourcing disasters according to industry reports. Follow this actionable verification sequence before placing your first order.
How to Conduct a Meaningful Factory Audit (Without Traveling)
Reputable mobile power bank manufacturers welcome transparency. Request:
1. A live video tour focusing on cell storage conditions (should be climate-controlled)
2. Real-time production footage showing PCBA assembly and spot welding
3. Quality control checkpoint demonstrations including drop tests and safety validations
4. Certification documentation with verifiable report numbers
During the call, ask to see their UL or CB Scheme test reports—not just certificates. Legitimate manufacturers will readily share these. Pay attention to how they handle unexpected questions; evasive answers indicate potential issues.
The Critical Sample Testing Protocol Most Brands Skip
Never accept a manufacturer’s performance claims at face value. When evaluating samples from mobile power bank manufacturers, conduct these essential tests:
– Capacity verification: Fully charge, then discharge through a calibrated load while measuring actual mAh delivered
– Temperature monitoring: Charge at maximum input rate while tracking surface temperature (should not exceed 45°C)
– Protocol compatibility: Test with multiple device types and charging standards
– Cycle life check: Perform 20 full charge/discharge cycles, measuring capacity retention
Document your findings with timestamps and measurements. If capacity drops more than 5% after 20 cycles or temperatures exceed safety limits, the manufacturer isn’t using quality components.
Emerging Technologies Shaping Top Mobile Power Bank Manufacturers
The most forward-thinking mobile power bank manufacturers invest heavily in next-generation technologies that create market differentiation and address evolving consumer demands.
Why GaN Technology Separates Premium Manufacturers
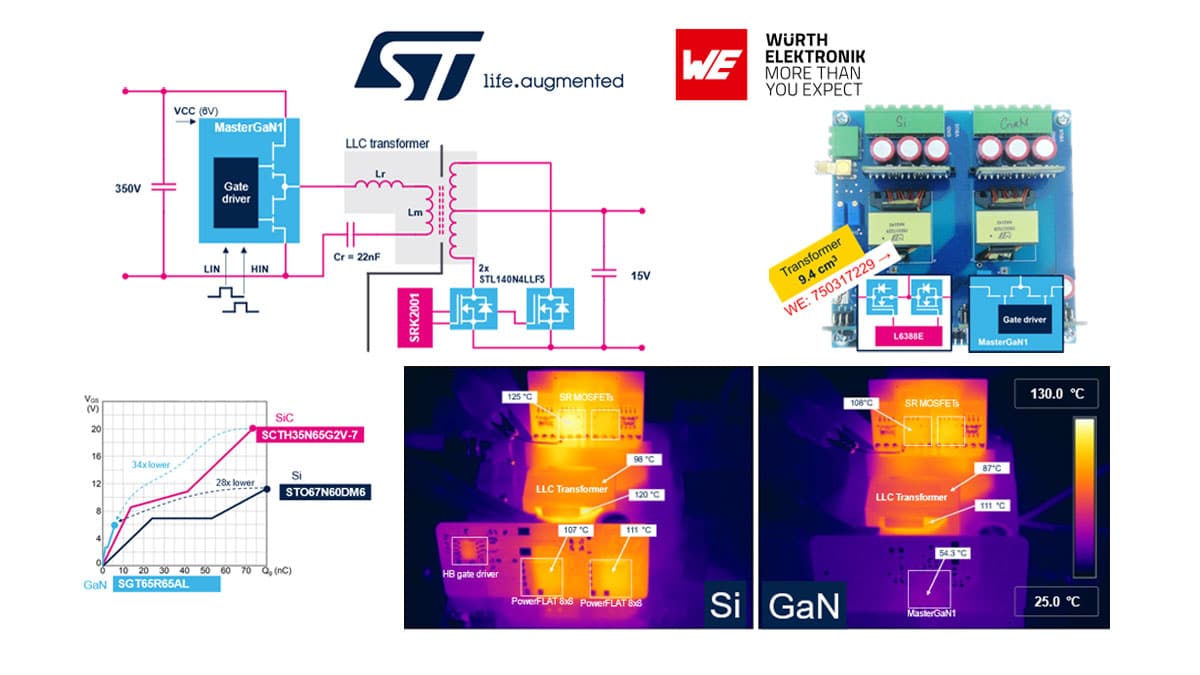
Leading manufacturers have shifted to Gallium Nitride (GaN) components for power delivery circuits, enabling:
– 50% smaller designs at equivalent power outputs
– Reduced heat generation during fast charging
– Higher efficiency (up to 95% vs 85% for traditional silicon)
– Multi-device charging without power throttling
When discussing product development with mobile power bank manufacturers, ask specifically about their GaN implementation experience. Manufacturers using GaN consistently command 20-30% higher prices but deliver products that stand out in crowded marketplaces.
The Certification Requirements You Can’t Afford to Skip
Reputable mobile power bank manufacturers prioritize these non-negotiable certifications:
– UN38.3 for safe transportation of lithium batteries
– MSDS (Material Safety Data Sheet) documentation
– Region-specific marks: FCC (USA), CE (Europe), PSE (Japan), KC (Korea)
– Safety certifications: UL 2056 or IEC 62133
During negotiations, verify they’ll provide certification support—not just claim compliance. Budget manufacturers often provide fake certificates that customs authorities will reject, stranding your shipment and incurring costly delays.
Making Your Final Manufacturer Selection Decision
Choosing among mobile power bank manufacturers requires balancing multiple factors beyond initial pricing. The right partner becomes an extension of your product development team, not just a production facility.
The Partnership Questions That Reveal Long-Term Viability
Before signing contracts with mobile power bank manufacturers, ask these critical questions:
– “Can you provide three client references in my target market segment?”
– “What happens if certification testing fails during production?”
– “How do you handle component shortages or specification changes?”
– “What’s your defect replacement policy for confirmed manufacturing issues?”
Manufacturers with strong partnership approaches will have clear, documented answers. Those providing vague responses or pushing for immediate commitments likely prioritize quick transactions over lasting relationships.
Your Pre-Order Checklist for Manufacturing Success
Before releasing payment to mobile power bank manufacturers, complete these essential steps:
1. Verify factory address through third-party services like SGS or Bureau Veritas
2. Confirm they’ll include your brand on certification documentation
3. Establish clear quality acceptance criteria with measurable metrics
4. Define communication protocols and escalation procedures
5. Secure written agreement on IP ownership and design confidentiality
Brands that skip these steps face 3-5x higher risk of quality issues, delivery delays, or intellectual property disputes. The extra due diligence pays dividends through smoother production runs and protected brand integrity.
Final Note: The right mobile power bank manufacturers transform your vision into reliable products that build customer loyalty, while poor choices generate costly returns and damaged reputations. By implementing this verification framework—focusing on component quality, certification authenticity, and partnership transparency—you’ll establish manufacturing relationships that deliver quality products meeting both consumer expectations and regulatory requirements. Remember that the cheapest option often carries the highest long-term cost when quality fails. Prioritize manufacturers who view your partnership as a shared investment in product excellence, not just another transaction.